


森兰变频器在钢铁行业的应用
【行业概述】
钢铁工业是国民经济的重要基础产业,在我国工业化、城镇化进程中发挥着重要作用。钢铁是现代工业中应用最广、发展最快的金属材料,是建筑、机械、汽车、家电、造船等行业不可缺少的材料。
“十一五”时期,我国粗钢产量由3.5亿吨增加到6.3亿吨,年均增长12.2%,进一步确立了中国是世界钢铁大国的地位。钢铁生产过程中要排放大量烟尘、废气,我国钢铁工业正面临着降低能耗、清洁生产的巨大挑战。电机系统节能是国家十大节能工程之一,冶金行业的鼓风机、除尘风机、冷却水泵、加热炉风机、铸造除鳞水泵等设备都可实现变频调速节能。钢铁工业要实现粉尘,污水零排放,大功率高压电机必须采用变频调速控制。
【钢铁行业节能潜力分析】
●炼铁
我国重点高炉有320多座,炼铁能力及产量已达到世界第一。大型高炉炼铁鼓风机采用超大型同步电动机传动取代透平传动,已成为当今世界炼铁装备发展的趋势。电动鼓风机功率12500kW-40000kW,大型电机启动困难,采用交流变频调速系统作为起动和调速,节电效果明显。高炉除尘风机、冷却水泵,电机500-2500kW,流量随着炼铁生产变化,采用液力耦合器调速,用变频调速取代液力耦合器调速,节电率在20%以上。
●炼钢
我国产钢量世界第一,转炉大型化效果明显,我国钢铁企业拥有大约810座转炉,近360座电炉,已淘汰平炉,增加电炉,实现全连铸化生产。炼钢厂是烟气、粉尘污染大户,除尘风机400kW-3150kW,风量随炼钢生产周期间隔运行,也是应用液力耦合器调速。转炉炼钢需要氧气吹炼,炼钢制氧机为大型压缩机2000kW-8000kW,采用高压软启动,还没有推广高压变频调速节能。
●轧钢
我国钢铁企业轧钢系统基本实现全连轧,热连轧、冷连轧宽带钢轧机增加到72套和50套。轧机传动是电机应用的主要对象,大型轧机主传动电机8000kW-12500kW,辊道/压下等辅传动50kW-500kW。轧钢冷却和除鳞供水泵500kW-3000kW,加热炉鼓风机50kW-500kW,现代轧钢厂采用电动机上千台,容量达50MW-100MW。轧机传动普遍采用交流变频调速取代直流调速,提高轧机性能和生产率,可取得吨钢电耗减少30%的效果。
【第三部分:森兰钢铁行业应用典型解决方案】
应用解决方案一、森兰变频在吉林钢铁厂焦炉煤气鼓风机的应用
工程及设备概况
本工程2台焦炉煤气鼓风机低压变频控制为一拖一方案,每台焦炉煤气鼓风机配备一台变频调速控制装置,变频调速系统接于380V电压等级的主动力电源系统,用于电动机的变频调速,调速范围为30Hz-50Hz。
焦炉煤气鼓风机参数:
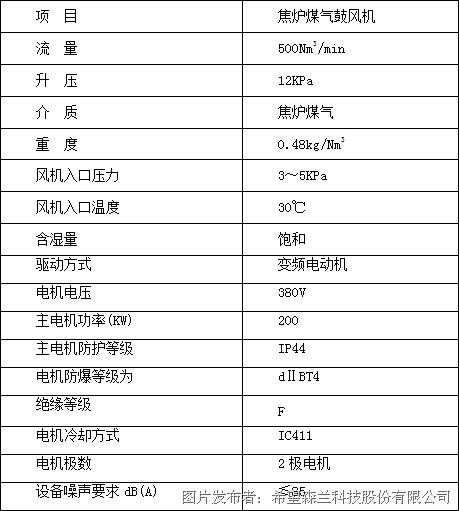
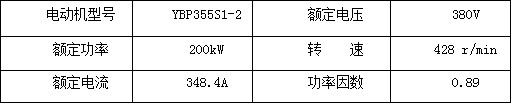
焦炉煤气鼓风机配套电机参数:
本变频控制设备,实现一台变频控制对应一台电机实现无冲击电流软起动,并可任意调节速度,可以本地和远程控制,丰富的数字量(I/O)接口和模拟量接口,多种状态信号可选择。
变频控制柜的要求:
1.要求有本地、远程控制
本地能启动,停止,急停,调速,监视电机运行电流,转速
2.远程要求:
(1)可通过4—20mA信号给定频率,以及反馈电机运行电流,电机转速
(2)提供远程控制时继电器常开信号
(3)提供变频运行、变频故障常开信号
(4)可远程启动
(5)可通过RS-485通讯读取变频器参数及实时数据
应用解决方案二、SB70变频器在不锈钢薄板收卷中的改造应用
江苏省兴化市三元不锈钢制品有限公司,该厂主要生产经营各种规格材质不锈钢钢带、焊接装潢用管、工业用管。现对该厂的氮气光亮退火炉的不锈钢带收卷原系统进行改造。
氮气光亮退火炉是将不锈钢薄板经过氮气光亮退火炉进行高温处理,使不锈钢薄板变软,再进行后序的一系列加工处理,再形成成品。此道工序,对产品的质量影响致关重要,所以对此有较高的要求。一般由几个部分组成:放卷电机、前压棍电机、S棍电机、收卷电机等。其放卷电机、前压棍电机、S棍电机均为5.5kW,收卷电机为30kW。系统的操作过程:将一卷不锈钢薄板,由放卷电机,经前压辊牵引进入退火炉,通过高温加热处理后,再经S辊电机牵引,由收卷电机进行收卷。工作过程中,各部分的恒线速度恒定,对产品的后序加工有着重要的影响。
如下图1所示:

图1 不锈钢薄板收卷原理图
在改造之前,原采用传统的变频器同步方法进行控制。但是,变频同步控制只能保证S辊电机和收卷电机转速的同步。在收卷电机部分,由于随着收卷圈数的增加,外径是逐渐变大的,其线速度要求不变化,所以,实际上是使两者之间的张力恒定。为了保持线速度恒定,操作人员就要时时测量S辊电机与收卷电机的线速度,根据测得的线速度差,人为地改变S辊变频器和收卷变频器的频率,对两者的线速度进行校正,以此来达到线速度的一致。由于手工操作难度较大,不能达到收卷不锈钢薄板恒定张力控制或恒线速度控制,也就保持不了张力的恒定,经常会出现张力过大钢板绷紧变形,或者张力过小钢板松弛变形,从而影响产品的质量。不仅如此,原收卷系统还存在如下弊端:
1、由于各动力点的受力不均匀,无法在同一线速度下运行;
2、S辊电机在低速时易打滑;
3、收卷电机经常出现过载和失速现象;
4、在上料、下料时不易控制。
根据现有的状况,收卷电机是随着卷径的增加,只要S辊电机和收卷电机随时保证线速度恒定,即张力的恒定,也就达到了收卷系统的工艺要求。为此,在原有的系统中,采用变频调速加以改造。由于放卷电机在前级,张力控制的要求不高,所以,只对S辊电机和收卷电机进行改造,系统S辊电机采用森兰SB70G5.5。S辊电机和收卷电机之间具有不锈钢薄板柔性连接,若收卷电机的线速度高于S辊电机的线速度,S辊电机会处于发电状态,所以变频器外需配置制动电阻。收卷电机采用森兰SB70G30,森兰SB70变频器采用无PG矢量控制技术,利用SB70丰富的逻辑算术单元,通过内部运算单元的连接,在速度控制的基础上增加转矩限幅。转矩限幅值,是由内部的算术单元间接给定的,是以2.5倍电机额定转矩为100%的量。
以S辊SB70G5.5模拟输出的频率作为线速度的给定,以供给收卷电机,通过调节变频器相应输入信号的增益、偏置作为线速度信号,来进行转矩的运算、限幅,从而实现S辊电机、收卷机线速度的恒定。
变频器原理接线图如图2所示:
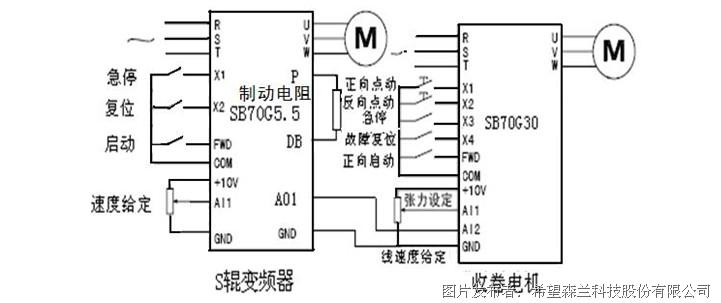
图2 张力控制变频器原理接线图
对S辊变频器设置较简单。频率给定,设为电位器给定,外控启动。当出现紧急停机时,设置了与收卷电机联动的急停按钮。收卷电机,在刚启动时,需要点动功能,因此,增设了点动功能。在点动时,转矩限幅,是由变频器内部,通过模拟开关进行切换,使点动时转矩限幅为100%。
本方案已对该厂的四台氮气光亮退火炉的收卷进行改造,并成功应用。改造后由于具有恒张力收卷,所以加工精度高,产品质量大幅度提高。其安全可靠、性能稳定、提高了生产效率。系统未加张力传感器、速度编码器,实现了S辊与收卷电机线速度、恒张力的控制,得到了用户的良好好评,并对SB70变频器优越强大的功能表示高度认可和满意。
应用解决方案三、SB70变频器在位置控制中的应用
在电动机调速系统中,需要控制负载的位置或角度。简单的位置控制仅在停止时对准位置目标,高级的位置控制要求较高的动态跟踪性能。
SB70变频器内置有通用功能模块、丰富的可编程单元以及各种灵活的接口为实现位置控制提供了基础,并以此开发了点对点位置控制、脉冲频率作给定的位置控制。
SB70有2个计数器,均可实现高速正交计数功能,且计数器2的增计数输入具有电子齿轮,便于使用中位置给定的放大、缩小。下面以沈阳某钢厂的案例来介绍SB70在位置控制方面的应用情况。
一、某钢厂小车往返定位控制
沈阳某钢厂生产中,要求小车在0~8m来回行走,且要求能够在8m处停留,然后再返回;并且为方便用户使用,增加了点动功能;增加0位置附近的接近开关可以消除计数器1的累积误差;多段速1作为爬行速度可以提高定位精度。小车的运行图如图3:
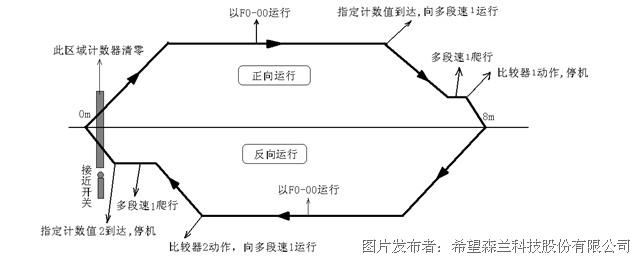
图3 小车运行图
本方案使用了计数器的高速正交计数功能,即对正交编码器A、B通道进行增加计数,正转时增计数,反转时为减计数。当计数方向与正反转不一致时,可交换A、B通道的接线,也可通过参数Fd-03“PG方向选择”进行交换。
主要的控制思想是使小车行走的距离固定,并具有可重复性。
利用起始位置处的接近开关使计数器预置或清零,来消除小车行进的累积误差。
计数器的预置值约等于小车从0m到预置接近开关的计数值。
需要指出的是F9-14“设定计数值”要比8m处的计数值稍大5%左右,如36000。
正转时,通过调节F9-15“指定计数值”、F4-18“多段频率1”、FE-03“比较器1数字设定”来使小车停在要求的位置,如8m;必须满足F9-15/F9-14要小于FE-03的设定,如FE-03=95%,则F9-15取90%×36000=32400。
反转时,与上面的相反,Fd-20“指定计数值2”要小于比较器2的数字设定,如:FE-08“比较器2数字设定”=10%,则Fd-20=5%×36000=1800。
将多段频率1设为15Hz,实际中可修改。
运行过程如下:
当小车处于0位置时,计数值很小,计数器百分比<95%,若正转端子FWD有效,则定时器1的输出为 1,起动电机正转,并加速至F0-00设定的频率,计数值增加;当计数值增加到“指定计数值”时,数字输出“指定计数值到达”,通过逻辑单元3和定时器4使电机减速,并以“多段频率1”的速度爬行;计数值继续增加,计数值百分比≥95%时,比较器1输出为0,使定时器1输出为0,内部虚拟FWD端子无效,电机减速停机,调整比较器1的比较值,可使电机停在要求的位置。
反向时,与正转相反。
经现场调试及用户反映,满足实际生产需要,并具有较高的位置精度和可重复性。
应用解决方案四、森兰变频器在包钢供水应用
一、引言
在工厂供水和生活用水中,流量、压力、扬程等参数都常随工况的改变而变化,过去由于技术水平的限制,没有一种合适的调速方法可以解决因这些时变量而带来的负面影响,因此采用人工投切水泵,当用水量小的时候,切除多余的水泵;当用水量大的时候,投入必要的水泵。由于水泵的大小是固定的,某种用水量时,投入一台供水量又多,切出一台供水量又不足。由此可见,这种方法调节的精度低,还会造成电能浪费,水泵投切时对整个管网的冲击大,水泵和电机一直处于高速运行中,缩短了机械系统和电气系统的正常工作寿命。
近年来,随着电力电子技术的发展,变频调速技术已十分成熟,实践证明在风机、水泵类负载中应用变频调速可以节约20%~50%的电能,并且应用变频调速以后可以带来以下好处,其最大的优点就是具有明显的节能效果及改善生产工艺,保持稳定压力,不用人为的调节,使整个生产过程实现了自动化。
1、对现有电机实现软起,软停。解决电机因直接起动时对水泵和管网冲击而产生的滴、漏、冒。在电机起动时对电网无任何的冲击。
2、对电机实现各种保护功能,由于变频器是集电力电子微控技术为一体的先进设备,它通过CPU所建立的电机模型与运行实测电机参数实现精确的矢量控制,并对电机进行完善的保护,如电机过载、过压、欠压、过热、接地、电源缺相等。
3、根据工厂需要一次性完成参数设定,以后由变频器根据供水的实际情况自动完成对水泵时变参数的调整,全部过程实现自动化。
4、延长了水泵和电机的使用寿命,变频器自动调节运行频率减缓水泵的磨损和电机老化;使整个管网始终保持在正常压力下工作,减少维修量。
二、恒压供水系统变频改造方案
系统主要由3台水泵、1台森兰SB200变频器、压力变送器、PLC等组成。钢铁企业的用水量都很大,水泵容量大,与此相配的管网的管径也大,因此,在投切水泵时要控制阀门,投泵时遵循“先投泵,在开阀”,切除泵时“先关阀,后停泵”,这时需用PLC来进行控制。系统控制原理如图5所示:
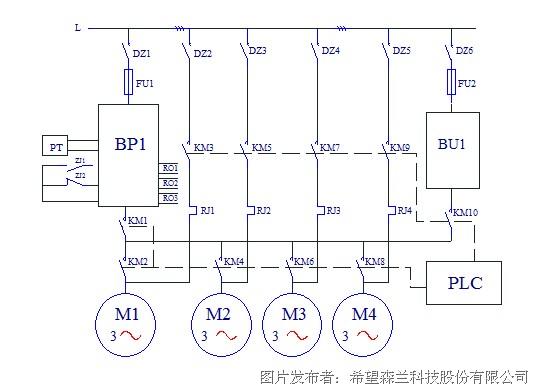
图5 变频恒压供水系统图
图5中,由变频器键盘设定压力给定值,压力变送器PT送回管网压力的反馈值,变频器内置PID调节器根据给定值与压力变送器的反馈值进行比较,由此来控制水泵运行转速以及台数,变频泵在调速运行,从而实现管网压力恒定。如果是小容量的水泵,无需用PLC控制阀门,多泵投切功能均可以用森兰变频器内置的恒压供水软件元实现,应用简单,维护方便。
三、节能
为了适应实际用水量的变化,以往采用人工投切水泵的台数来调节管网的水压和流量。这就造成了处于管网不同出口处的压力变化,有时超压,有时欠压。水泵机组应用变频调速技术,即通过调节输入电机电源的频率来改变水泵的转速。离心水泵属平方转矩特性负载,电动机消耗的功率与转速的三次方成正比,变频调速后,可节省大量的电能,达到节能增效的目的。
应用解决方案五、变频器在焦化厂风机变频改造上的应用
一、现状
某焦化厂炼焦炉鼓冷系统有两台400kW离心风机,一用一备,安装在两台初冷器之前,即一台鼓风机同时对两台初冷器中的煤气进行抽取。工艺上要保证初冷器内维持120Pa正压,则鼓风机需要调速,原系统采用液力偶合器调速。另外,还要求两台初冷器内的正压相同,均为120Pa。原系统是在初冷器的出口处设置手动阀门用人工调节,在调节过程中,不仅要调节阀门的开度,还要同时调节液力偶合器的油压,以此调节风机的转速。阀门和转速都要调节,二者又有一定的偶合度,常常顾此失彼,很难达到工艺要求。另外,液力偶合器调速的稳定性较差及调速的不方便,而且效率低,为满足生产工艺的要求和节能,需要对其进行改造。
二、改造方案
出于节能考虑,将液力偶合器调速改为变频调速。为控制两初冷器内的压力,采用压力闭环控制和电动阀结合控制,该方法是在1#初冷器和2#初冷器上安装两只压力变送器,变送器压力值代表初冷器内的压力值。以1#初冷器变送器的反馈值来控制变频器的输出频率,使其稳定在120Pa的压力上。但是1#初冷器和2#初冷器的出口风道是并联的,由于某些因素,1#初冷器和2#初冷器的压力值可能不相等,这时,由调节器送出的信号到2#初冷器电动调节阀,调节器阀门的开度,使1#初冷器和2#初冷器的压力值相等。但是电动阀的调节影响总压力值,2#初冷器出口处的压力变送器将检测到的压力信号送变频器,由变频器使风机电机升速或降速,维持工艺要求的压力值在120Pa。调节过程要经过几次的反复调节,无需人工介入,都是自动进行的。炼焦鼓冷系统控制示意图如图1所示:
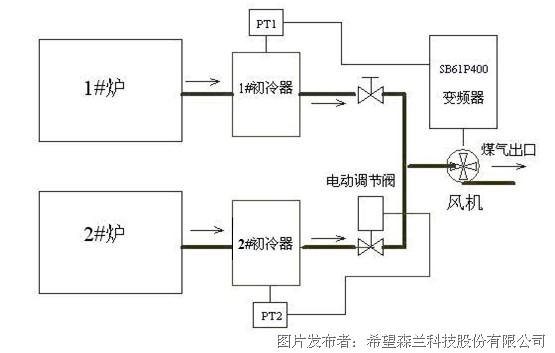
图1 炼焦鼓冷系统控制示意图
三、改造方案的电气原理图和控制原理
1﹑变频器采用森兰SB61P400。考虑到电机是一用一备,为节省投资,两台风机电机共用一台变频器,当电机需要倒换时,仅改变电机外部的接线,变频器控制原理图如图2所示。PT为压力变送器,为四线式的压力变送器接线,还有两根电源线未画出。R为给定调节,也可以用操作面板给定。KM1﹑KM2控制那台电机运行。
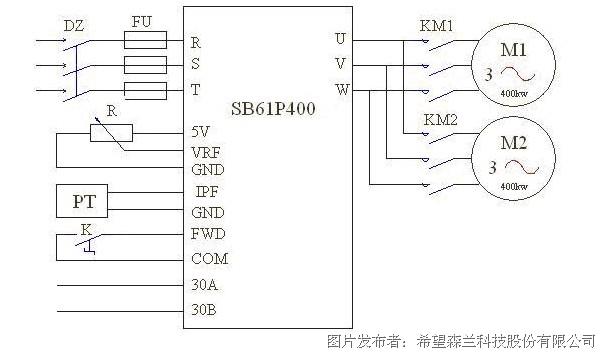
图2 变频器控制原理图
因为液力耦合器的效率较低,改造时不需要保留,可将其拆除。留下的空位可装一台减速箱,减速箱的减速比的选择,根据工艺条件决定。即变频器输出频率50(60)Hz时,风机输出最大风量。为减少减速箱安装时的工作量,减速箱需认真选择。
2﹑压力变送器的安装
压力变送器要正确的反映初冷器的压力值,安装位置值得研究,显然安装在初冷器上,即可。为简化控制,用一号初冷器压力变送器的信号反馈到变频器,由此控制一号初冷器的压力;二号初冷器的压力变送器的信号送到电动调节阀调节器上,控制阀门的开度,以平衡两初冷器的压力值。如图1所示。
四﹑节能
改造过程中,去掉了液力耦合器后换为一台1.25︰1的减速箱。生产运行时,变频器的输出频率在34Hz上下变动,计算节能效果如下:
400kW风机风量从100%降低到70%,由于流量与转速一次方成正比,因此转速可以降低70%,负载功率理论上降为34.3%,如果变频调速效率按0.95算,再考虑电动机效率在低功率时和管道系统效率有所下降,电网总输入功率约:
400×(34.3%/0.95/0.85/0.95)=400×44.71%=178.84kW
如果采用液力偶合器,其效率按0.665计算,电网总输入功率为
400(34.3%/0.665/0.85/0.95)=400×63.87%=255.12kW,
二者之差为节约的电能,即:
255.12-178.84=76.28kW
全年按300日计算,年节电:
76.28×300×24=549216kWh。
据实际检测本系统节能在21.9%,不到一年可收回投资,取得了非常好的经济效益。
应用解决方案六、森兰SB70变频器在钢铁焦化电机车牵引上的应用
2008年4月,我公司应湖南涟钢公司要求,对其炼焦车间湿熄运焦电机车进行国产化变频改造。
运焦电机车主要是将炼焦车间从炉内推出的已经炼成赤热的焦炭运送到300米外的湿熄场用水淋方法将其冷却,再将冷却后的焦炭原路返回运送到出炉旁成品堆集处,然后循环反复进行同样的工作。电机车的牵引采用电动机作动力,它是通过机车头上移动磨电板从固定磨电道上取电,其拖动系统采用一前一后两台基本频率为60Hz、额定电流160A的75kW10极电机驱动,通过变频器进行调速控制。电机车都是在装满焦炭的情况下重载起动,对变频器的要求是起动力矩大,起动时间短且平滑,而且两台电机负荷应基本平衡。另外,电机车行走过程中通过轨道接头处时会出现瞬间掉电现象,在这种情况下,变频器不能跳闸继续运行。
以前,原拖动系统使用的是进口品牌变频器,由于采购价格及后期维修费用居高不下,决定进行国产化改造,但考虑到以前未有国产变频器使用的案例,必须谨慎从事。通过对现场工况的考察,并对进口变频器和森兰SB70G变频器的相关参数进行认真分析比对,结论是在不增减器件的情况下,通过森兰SB70G变频器特有的用户软件二次开发功能进行程序上的设置,可完全满足电机车使用的工艺要求。因此,用森兰SB70变频器替代原进口变频器实现国产化是可行的,可达到与以前完全一样功能。
SB70系列变频器为希望森兰科技股份有限公司自主开发的新一代低噪音、高性能、可靠性高、功能强大的工程型变频器,采用转子磁场定向的无速度传感器矢量控制方式,1Hz时的转矩可达200%,实现了对电机大转矩起动和高精度的控制。其操作面板具有编程、操作、参数复制、热拔插功能,大大方便了操作人员对参数的修改(仅对一台变频器设置参数,其它均可进行参数复制,减少调试过程中的工作量),速定给定可通过端子切换;瞬时掉电时,通过母线电压控制,实现不间断运行;SB70变频器有自身强大的模块化设计和可编程单元设计以及多种可选配件,让用户根据生产工艺要求对其进行二次开发,以减少外围繁锁的控制器件;还可根据负载特性和环境温度,自动调整载波频率,采用了多种谐波抑制技术,总谐波含量已低于国家标准。
针对拖动系统由两台75kW电动机共同驱动的情况,在考虑方案时,有两种可行的方案,一是用一台变频器同时驱动两台电动机运行,若两台电动机参数有差异,其负荷会不平衡;另一种使用两台变频器分别驱动两台电动机,采用主从同步控制方式,且将主变频器设置为速度控制,从变频器设置为转矩控制,可实现负荷平衡。考虑到当电机车行走到轨道接头处时,车头猛烈抖动,电流猛增到315A,这就需要将变频器容量增大,保证变频器不会跳闸并能正常工作。
最终选择两台森兰SB70G160变频器对其进行改造,刹车采用能耗制动方式,用制动单元加制动电阻吸收电机车急减速时的动能。
通过以上参数设置,运焦电机车开始起动运行后,通过观察,两台变频器运行过程中,电动机运行电流为167A(电机额定电流范围内),其负载基本一致。
改造后,通过四年多的运行,变频器一直正常,从未出现过故障,从而为其节省了大量的维修资金,也为国产变频器在钢铁焦化电机车牵引上的应用开创了先河。
后言:由于此变频器的成功应用,湖南涟钢公司在接下来的一年里,在多个生产部门大量采用森兰SB70系列变频器并均达到满意的效果。
应用解决方案七、森兰高压变频器在轧钢厂除尘风机的应用
1、 前言
轧钢厂以其资源密集、能耗密集、生产规模大、物流吞吐量大等特点,长期以来一直被认为是烟尘排放量大、废弃物多、污染大的企业。而电弧炉炼钢是一些轧钢厂造成烟尘污染的主要来源之一。弧炉在冶炼过程中会产生大量高温烟气,如不收集处理,将造成非常严重的空气污染。近年来,随着冶炼工艺的提高,冶炼节奏大大加快,电弧炉用氧量猛增,随之带来的是烟气发生量的成倍增加,除尘设施处理能力不断改造加大。同时,烟气除尘设施在炼钢企业中作为辅助装备,具有能源消耗量大、运行费用高的特点。长期以来,不论电炉处于哪一个运行阶段,产生的烟气粉尘大小均使除尘风机全速运行,采用入口挡板开度调节,效率低造成大量的电能浪费。
2、 改造背景
腾鳌第一轧钢厂位于辽宁省海城市福安工业园,是一家大型民营企业。主要产品为螺纹钢,年产能力约70万吨。有中型轧钢生产线四条,800#轧机生产线一条,650#轧机生产线一条和500#轧机生产线两条,电炉为10t偏芯交流电炉,除尘器系统采用脉冲布袋式除尘器。由于电机是900kW的高压电机,运行在工频状态每次电机启动非常困难,没有特殊情况一般不停高压电机,也就是说电炉检修时一般不停除尘风机,电机始终带负荷运行,电能耗浪费很大。随着市场竞争的不断加剧,节能降耗、提高生产效率成为企业发展提高竞争力的有效手段之一。基于以上原因,该厂要求对除尘风机进行改造。

3、 运行工况
电炉炼钢时产生的有害物污染主要体现在电炉加料、冶炼、出钢三个阶段。电炉冶炼一般分为熔化期、氧化期和还原期,其中氧化期强化脱炭,由于吹氧或加矿石而产生大量浓烟。在上述三个冶炼期中,氧化期产生的烟气量最大,含尘浓度和烟气温度最高。因此,电炉除尘系统按照氧化期的最大烟尘排量进行设计。整个炼钢过程中吹氧时期占30~35%,此时风机处于较高负荷运行,而其余时间则处于较低运行工况。
4、 系统改造方案
变频控制除尘风机为最基本的一拖一控制,控制方案如下图所示:

QF:用户侧高压真空断路器,带有综合继保装置。
QS1、QS2、QS3、手动刀闸开关。其中QS2、QS3带有机械互锁,不能同时合闸。
合QS1、QS2、分QS3为变频控制模式。电机可由变频器控制调速运行。
合QS3、分QS1、QS2为工频模式。电机可由QF直接启停并进行保护,变频器可完全和电网脱离,便于维护与检修。
5、 系统改造方案
应用高压变频器调速控制后,可采用开闭阀门与除尘风机转速调节相结合的控制方式。由于生产工艺的要求,除尘风机需要在炼铁时停止除尘,在出铁时开始除尘,因此,变频器调速装置在炼铁时低速运行,出铁时高速运行。当所有的出铁口烟尘捕集罩阀门全部打开时,风机以最高转速运行,其它情况在保证每一烟罩除尘效果的前提下,根据烟罩阀门的开关情况自动调节风机转速,尽量降低风机转速,则可达到节约电能的目的。
变频器控制系统与现场之间的主要信号如下表所示

6、 系统特点及节能效果
1) 节能效果显著,大大降低了电耗,节电率在30%左右。
2) 能够实现电动机的软启动。
3) 减小了维护工作量和维护费用。
4) 调速范围宽,精度高,除尘风机的风量可以根据工艺需要变化。
5) 森兰高压变频器具有:过流、短路、过压、欠压、缺相、温升保护等多项保护功能,十分完善,更好的保护了电机。
6) 改善运行工况,降低工人劳动强度。




 投诉建议
投诉建议
提交

热烈祝贺——20MW超大功率产品通过168小时实验

致敬奋斗者|逐梦路上 你我同在

世界地球日|共塑绿色低碳未来
.gif)
数智协同 载誉前行|希望森兰荣获“2023中国自动化年度企业”

中国力量|希望森兰助力KALTIM2电厂荣获印尼“最佳性能发电厂”